
భాష

A పేపర్ టిube మెషిన్ఉపరితలంపై సూటిగా చూడవచ్చు-రోల్ కాగితం, అంటుకునే దరఖాస్తు, పొడవుకు కట్. నిజమైన కర్మాగారాల్లో, నొప్పి పాయింట్లు వేగంగా కనిపిస్తాయి: అస్థిర ట్యూబ్ బలం, జిగురు గజిబిజి, తరచుగా పనికిరాని సమయం, నెమ్మదిగా పరిమాణం మారడం, మరియు వ్యర్థాలు మరియు కస్టమర్ ఫిర్యాదులను సృష్టించే అస్థిరమైన కోతలు. ఈ కథనం ట్యూబ్-మేకింగ్ ప్రక్రియ, అత్యంత సాధారణ ఉత్పత్తి తలనొప్పులు మరియు యంత్ర సామర్థ్యాలను విచ్ఛిన్నం చేస్తుంది వాటిని పరిష్కరించండి. మీరు ఆచరణాత్మక కొనుగోలు చెక్లిస్ట్, ఫీచర్-టు-పెయిన్-పాయింట్ టేబుల్ మరియు మెయింటెనెన్స్ ప్లేబుక్ను కూడా పొందుతారు, తద్వారా మీరు అమలు చేయవచ్చు తక్కువ ఆశ్చర్యాలతో స్థిరమైన మార్పులు.
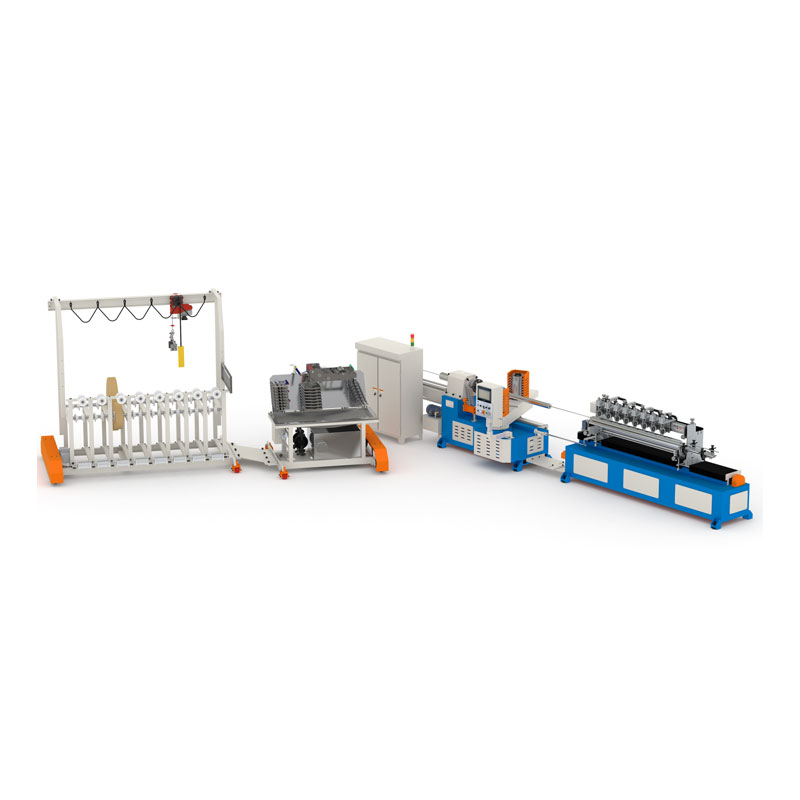
A పేపర్ ట్యూబ్ మెషిన్మాండ్రెల్ (కొన్నిసార్లు షాఫ్ట్ లేదా కోర్ అని పిలుస్తారు) చుట్టూ కాగితపు బహుళ పొరలను చుట్టడం ద్వారా గొట్టాలను ఏర్పరుస్తుంది వాటిని అంటుకునే తో బంధించడం, ఆపై ట్యూబ్ను అవసరమైన పొడవుకు కత్తిరించడం. మీ పరిశ్రమపై ఆధారపడి, పూర్తయిన ట్యూబ్ ప్యాకేజింగ్ ట్యూబ్ కావచ్చు, ఫిల్మ్ లేదా టెక్స్టైల్ కోర్, కాంపోజిట్ కెన్ బాడీ లేదా స్ట్రక్చరల్ ట్యూబ్ను ప్రొటెక్టివ్ స్లీవ్గా ఉపయోగిస్తారు.
కేవలం పనిచేసే “ట్యూబ్ మేకర్” మరియు డబ్బు (మర్యాదగా) ముద్రించే లైన్ మధ్య వ్యత్యాసం స్థిరత్వం: స్థిరమైన ఉద్రిక్తత, స్థిరమైన అంటుకునే అప్లికేషన్, స్థిరమైన మూసివేసే ఒత్తిడి మరియు స్థిరమైన కట్టింగ్. ఆ వేరియబుల్స్ డ్రిఫ్ట్ అయినప్పుడు, మీరు బలహీనమైన ట్యూబ్లు, ఓవాలిటీ, డీలామినేషన్, డస్ట్, జిగురు కాలుష్యం లేదా పేలవమైన లెంగ్త్ టాలరెన్స్ను పొందుతారు.
నొప్పి పాయింట్ 1: అస్థిరమైన ట్యూబ్ బలం
పేపర్ బ్యాచ్లు మారుతున్నాయని లేదా రాత్రిపూట తేమ మారిందని కస్టమర్లు పట్టించుకోరు. ట్యూబ్ నలిగితే, డీలామినేట్ అయితే, లేదా వైండింగ్/ప్యాకింగ్ సమయంలో కూలిపోతుంది, మీరు నమ్మకం మరియు మార్జిన్ను కోల్పోతారు. శక్తి సమస్యలు సాధారణంగా పేపర్ టెన్షన్ కంట్రోల్లో ఉంటాయి, అంటుకునే ఏకరూపత, మరియు మూసివేసే ఒత్తిడి స్థిరత్వం.
నొప్పి పాయింట్ 2: జిగురు మెస్ మరియు అస్థిర బంధం
చాలా అంటుకునేవి జారిపోవడానికి, కాలుష్యానికి మరియు శుభ్రపరిచే సమయానికి కారణమవుతాయి. చాలా తక్కువ డీలామినేషన్ మరియు బలహీనమైన కీళ్లకు కారణమవుతుంది. నియంత్రిత గ్లూ డెలివరీ మార్గం (మరియు ఆపరేటర్-స్నేహపూర్వక శుభ్రపరిచే రొటీన్) తరచుగా వేగవంతమైన ROI అప్గ్రేడ్.
నొప్పి పాయింట్ 3: నెమ్మదిగా మారడం
డయామీటర్లు లేదా గోడ మందం మారడం ఎప్పటికీ తీసుకుంటే, మీరు ఉత్పత్తి రకాన్ని నివారించవచ్చు మరియు ఆర్డర్లను కోల్పోతారు. వేగవంతమైన పరిమాణ మార్పులు త్వరిత-సర్దుబాటు యంత్రాంగాలు, స్పష్టమైన సెటప్ సూచనలు మరియు స్థిరమైన డిజిటల్ వంటకాలపై ఆధారపడి ఉంటాయి.
నొప్పి పాయింట్ 4: పేలవమైన కట్టింగ్ ఖచ్చితత్వం మరియు కఠినమైన అంచులు
బాడ్ కట్లు పొడవు అసమతుల్యత, బర్ర్స్, చివర్లు మరియు కస్టమర్ ఫిర్యాదులుగా కనిపిస్తాయి. కట్టింగ్ స్థిరత్వం దృఢత్వం, బ్లేడ్ స్థితి, ట్యూబ్ ఫీడ్ వేగంతో సమకాలీకరణ, మరియు దుమ్ము నిర్వహణ యొక్క శుభ్రమైన పద్ధతి.
మీరు కొత్త లైన్ను మూల్యాంకనం చేస్తుంటే, “గరిష్ట వేగం ఎంత?” అని అడగడం ప్రారంభించవద్దు. అడగడం ద్వారా ప్రారంభించండి: "మా ట్యూబ్ స్పెక్స్ వద్ద, నాణ్యత డ్రిఫ్టింగ్ లేకుండా పూర్తి షిఫ్ట్ కోసం ఏ వేగం స్థిరంగా ఉంటుంది?"
ప్రక్రియను అర్థం చేసుకోవడం అస్థిరత ఎక్కడ చొచ్చుకుపోతుందో గుర్తించడంలో మీకు సహాయపడుతుంది. చాలా పేపర్ ట్యూబ్ ఉత్పత్తి ఈ క్రమాన్ని అనుసరిస్తుంది:
ఒక స్థిరమైనపేపర్ ట్యూబ్ మెషిన్"ఒక లక్షణం" కాదు. ఇది ఒక గొలుసు: టెన్షన్ డ్రిఫ్ట్లు ఉంటే, జిగురు అసమానంగా మారుతుంది; జిగురు అసమానంగా ఉంటే, మూసివేసే ఒత్తిడి భిన్నంగా ప్రవర్తిస్తుంది; వైండింగ్ ఒత్తిడి మారితే, కటింగ్ నాణ్యత మార్పులు. మంచి పరికరాలు గొలుసును ఊహించగలిగేలా చేస్తాయి.
ఉత్పత్తి వాస్తవంగా ఉన్నప్పుడు, సైద్ధాంతికంగా కాకుండా చాలా ముఖ్యమైన సామర్థ్యాలు ఇక్కడ ఉన్నాయి:
| ఉత్పత్తి సమస్య | సహాయపడే యంత్ర సామర్థ్యం | మూల్యాంకనం సమయంలో మీరు ఏమి చూడాలి |
|---|---|---|
| ట్యూబ్ డీలామినేషన్ / బలహీన బంధం | స్థిరమైన అంటుకునే అప్లికేషన్ మరియు నియంత్రిత గ్లూ మార్గం | గ్లూ ఫిల్మ్, సులభంగా శుభ్రం చేయగల భాగాలు, మీ పేపర్ గ్రామేజ్ మరియు ట్యూబ్ మందం కోసం క్లియర్ సెటప్ పరిధులు |
| ఓవల్ గొట్టాలు / పేలవమైన గుండ్రని | దృఢమైన ఏర్పాటు వ్యవస్థ మరియు స్థిరమైన మూసివేసే ఒత్తిడి | స్థిరమైన ట్యూబ్ OD/ID రీడింగ్లు, కనిష్ట వైబ్రేషన్, మీ లక్ష్య వేగంతో సాఫీగా నడుస్తుంది |
| ముడతలు మరియు పొర తప్పుగా అమర్చడం | మంచి పేపర్ గైడింగ్ మరియు టెన్షన్ స్టెబిలిటీ | క్లీన్ వెబ్ మార్గం, విశ్వసనీయ బ్రేకింగ్/నియంత్రణ, రీల్ మార్పుల తర్వాత పునరావృతమయ్యే అమరిక |
| కఠినమైన అంచులు / పొడవు అసమతుల్యత | ఖచ్చితమైన కట్టింగ్ సింక్రొనైజేషన్ | దీర్ఘకాలంలో నమూనాలను కత్తిరించండి: బర్ర్స్, చూర్ణం చేసిన చివరలు, పొడవు సహనం అనుగుణ్యతను తనిఖీ చేయండి |
| స్టార్టప్ సమయంలో చాలా ఎక్కువ స్క్రాప్ | త్వరిత సెటప్ సూచనలు మరియు ఆపరేటర్-స్నేహపూర్వక నియంత్రణలు | సులభమైన పారామీటర్ సర్దుబాట్లు, స్పష్టమైన సూచికలు, పునఃప్రారంభించిన తర్వాత స్థిరమైన ఫలితాలు |
| శుభ్రపరచడం మరియు జామ్ల నుండి పనికిరాని సమయం | నిర్వహణ యాక్సెస్ మరియు ఊహాజనిత వినియోగ వస్తువులు | సాధారణ శుభ్రపరిచే దశలు, యాక్సెస్ చేయగల జిగురు/కట్టింగ్ ప్రాంతాలు, ప్రామాణిక దుస్తులు భాగాలు |
తప్పిపోయిన వాటిని గమనించండి: అస్పష్టమైన వాగ్దానాలు. ఉత్తమ కొనుగోలు సంభాషణలు మీ ట్యూబ్ స్పెక్స్ మరియు మీ షిఫ్ట్ రియాలిటీ చుట్టూ తిరుగుతాయి. ఒక సరఫరాదారు వారి గురించి వివరించగలిగితేపేపర్ ట్యూబ్ మెషిన్దీర్ఘకాలంలో స్థిరంగా ఉంటుంది-ముఖ్యంగా రీల్ మార్పులు మరియు పునఃప్రారంభించే సమయంలో- అప్పుడే మీరు మంచి నిర్ణయానికి దగ్గరగా ఉంటారు.
మీరు కోట్లను సరిపోల్చడానికి ముందు, మీ అవసరాలను లాక్ చేయండి. సన్నని గోడల ప్యాకేజింగ్ ట్యూబ్లకు సరైన యంత్రం భారీ పారిశ్రామిక కోర్ల కోసం తప్పుగా ఉంటుంది. "దాదాపు సరైనది" కొనుగోలు చేయకుండా ఉండటానికి దిగువ చెక్లిస్ట్ని ఉపయోగించండి.
మీ ట్యూబ్ అవసరాలను నిర్వచించండి
ప్రూఫ్ రన్ మైండ్సెట్ కోసం అడగండి
| దేనిని ధృవీకరించాలి | దీన్ని ఎలా ధృవీకరించాలి | పాస్/ఫెయిల్ క్లూ |
|---|---|---|
| డైమెన్షనల్ స్థిరత్వం (OD/ID/రౌండ్నెస్) | దీర్ఘకాలంలో మరియు పునఃప్రారంభించిన తర్వాత ట్యూబ్లను కొలవండి | కనిష్ట డ్రిఫ్ట్, స్థిరమైన నాబ్-టర్నింగ్ లేకుండా స్థిరమైన రీడింగ్లు |
| బాండ్ బలం స్థిరత్వం | క్రాస్-సెక్షన్లను కత్తిరించండి మరియు లేయర్ బాండింగ్ ఏకరూపతను తనిఖీ చేయండి | స్పష్టమైన పొడి మండలాలు లేవు, అధిక గ్లూ స్క్వీజ్-అవుట్ లేదు |
| నాణ్యతను కత్తిరించండి | బర్ర్స్ / క్రషింగ్ కోసం చివరలను తనిఖీ చేయండి; పొడవు సహనాన్ని ధృవీకరించండి | బ్యాచ్లలో అంచులు మరియు పునరావృతమయ్యే పొడవును శుభ్రం చేయండి |
| ఆపరేటర్ అనుభవం | ఆపరేటర్లు రీల్ మార్పు + పునఃప్రారంభించే విధానాలను అమలు చేయండి | ప్రక్రియ ప్రశాంతంగా ఉంటుంది; సెటప్ స్పష్టంగా మరియు పునరావృతమవుతుంది |
| నిర్వహణ వాస్తవికత | శుభ్రపరచడం ద్వారా నడవండి + పార్ట్ రీప్లేస్మెంట్ దశలను ధరించండి | యాక్సెస్ చేయదగిన డిజైన్ మరియు దాటవేయబడని సాధారణ రొటీన్లు |
ట్యూబ్ ఉత్పత్తి కోసం నాణ్యత నియంత్రణ సంక్లిష్టంగా ఉండవలసిన అవసరం లేదు; అది స్థిరంగా ఉండాలి. మీరు అమలు చేస్తుంటే aపేపర్ ట్యూబ్ మెషిన్స్కేల్ వద్ద, చిన్న డ్రిఫ్ట్ వేగంగా ఖరీదైనదిగా మారుతుంది.
ప్రో చిట్కా: మీ స్క్రాప్ "యాదృచ్ఛికంగా" పెరిగినట్లయితే, ఇది సాధారణంగా యాదృచ్ఛికంగా ఉండదు-అది జరిగినప్పుడు ట్రాక్ చేయండి (రీల్ మారిన తర్వాత, స్టాప్ల తర్వాత, తేమతో కూడిన కాలాల్లో), మరియు మీరు పరిష్కరించగల నమూనాను మీరు కనుగొంటారు.
సమయము ఒక వ్యూహం, కోరిక కాదు. ఉంచడానికి సులభమైన మార్గం aపేపర్ ట్యూబ్ మెషిన్నిర్వహణను ఉత్పత్తిలో భాగంగా పరిగణించడం స్థిరమైనది. అనేక మొక్కలు ఉపయోగించే ఆచరణాత్మక విధానం ఇక్కడ ఉంది:
| ఫ్రీక్వెన్సీ | ఏం చేయాలి | వై ఇట్ మేటర్స్ |
|---|---|---|
| ప్రతి షిఫ్ట్ | అంటుకునే సంప్రదింపు ప్రాంతాలను శుభ్రపరచండి, కత్తిరించే దగ్గర కాగితపు దుమ్మును తొలగించండి, స్పష్టమైన వదులుగా ఉన్నదాన్ని తనిఖీ చేయండి | బంధం అస్థిరత మరియు పేలవమైన కోతలకు కారణమయ్యే నిర్మాణాన్ని నిరోధిస్తుంది |
| రోజువారీ | బ్లేడ్లు/సాధనాలను తనిఖీ చేయండి, ప్రాథమిక అమరిక మార్గదర్శకాలను ధృవీకరించండి, అసాధారణ శబ్దం కోసం కదిలే భాగాలను తనిఖీ చేయండి | క్యాచ్లు స్క్రాప్ మరియు డౌన్టైమ్గా మారడానికి ముందే ధరిస్తారు |
| వారానికోసారి | లూబ్రికేషన్ రొటీన్, డీప్ క్లీనింగ్, టెన్షన్ మరియు ఫీడింగ్ స్టెబిలిటీని నిర్ధారించండి | ప్రక్రియను స్థిరీకరిస్తుంది మరియు డ్రిఫ్ట్ నిరోధిస్తుంది |
| నెలవారీ | విడిభాగాల జాబితాను సమీక్షించండి, కీ వేర్ కాంపోనెంట్లను తనిఖీ చేయండి, ఆపరేటర్ రిఫ్రెష్ శిక్షణను రిఫ్రెష్ చేయండి | ఎమర్జెన్సీ స్టాప్లను తగ్గిస్తుంది మరియు జట్లలో కార్యకలాపాలను స్థిరంగా ఉంచుతుంది |
ట్రబుల్షూటింగ్ చేసినప్పుడు, లక్షణాలతో ప్రారంభించండి మరియు వెనుకకు పని చేయండి: కోతలు కఠినంగా ఉంటే, వెంటనే బ్లేడ్ను నిందించవద్దు-ట్యూబ్ ఫీడ్ స్థిరత్వం మరియు కంపనాన్ని తనిఖీ చేయండి. డీలామినేషన్ కనిపించినట్లయితే, వెంటనే కాగితాన్ని నిందించకండి-అంటుకునే ఏకరూపత మరియు టెన్షన్ డ్రిఫ్ట్ని తనిఖీ చేయండి. ప్రశాంతమైన రోగనిర్ధారణ ప్రతిసారీ పానిక్ సర్దుబాట్లను కొట్టుకుంటుంది.
పరికరాలు కొనడం ఒక విషయం. ఏళ్ల తరబడి సాఫీగా నడపటం మరొకటి. మంచి సరఫరాదారు సంబంధం సాధారణంగా వీటిని కలిగి ఉంటుంది: ప్రాక్టికల్ కమీషనింగ్ సపోర్ట్, క్లియర్ ఆపరేషన్ గైడెన్స్, యాక్సెస్ చేయగల వేర్ పార్ట్స్ మరియు ట్రబుల్షూటింగ్ కోసం ప్రతిస్పందించే సర్వీస్. లక్ష్యం చాలా సులభం: మీ లైన్ను ఊహాజనితంగా ఉంచుకోండి, తద్వారా మీ డెలివరీ షెడ్యూల్ నమ్మదగినదిగా ఉంటుంది.
మీరు దీని నుండి సోర్సింగ్ చేస్తుంటే Wenzhou Feihua ప్రింటింగ్ మెషినరీ Co., Ltd., సంభాషణను ప్రొడక్షన్ ప్లాన్ లాగా పరిగణించండి: మీ ట్యూబ్ స్పెక్స్, మీ మెటీరియల్ రియాలిటీ మరియు మీ అవుట్పుట్ టార్గెట్ను షేర్ చేయండి-తర్వాత మెషిన్ ఎక్కువ కాలం పాటు ఎలా స్థిరంగా ఉంటుందో అడగండి, పునఃప్రారంభించబడుతుంది మరియు తరచుగా పరిమాణం మార్పులు. మీరు స్వీకరించే సమాధానాల నాణ్యత బ్రోచర్లో చెప్పగలిగే దానికంటే ఎక్కువగా మీకు తెలియజేస్తుంది.
ప్ర: పేపర్ ట్యూబ్ మెషిన్ కోసం కొటేషన్ను అభ్యర్థించడానికి ముందు నేను ఏ సమాచారాన్ని సిద్ధం చేయాలి?
జ:మీ ట్యూబ్ వ్యాసం పరిధి, గోడ మందం పరిధి, పొడవు పరిధి, పేపర్ గ్రామేజ్/ప్లై కౌంట్, అంటుకునే రకం ప్రాధాన్యత, ప్రతి షిఫ్ట్కు టార్గెట్ అవుట్పుట్ మరియు ఏదైనా ప్రత్యేక అవసరాలు (ముగింపు ముగింపు, ధూళి నియంత్రణ, గట్టి టాలరెన్స్లు, తరచుగా పరిమాణ మార్పులు) సిద్ధం చేయండి. మీ ఇన్పుట్లు ఎంత స్పష్టంగా ఉంటే, సిఫార్సు మరింత ఖచ్చితమైనది.
ప్ర: నా ట్యూబ్ స్ట్రెంగ్త్ సమస్యలు మెషిన్ లేదా రా పేపర్ నుండి వచ్చినా నాకు ఎలా తెలుస్తుంది?
జ:నమూనాలను తనిఖీ చేయండి. రీల్ మార్పులు, స్టాప్లు లేదా తేమతో కూడిన షిఫ్ట్ల తర్వాత డీలామినేషన్ స్పైక్లు ఉంటే, ప్రక్రియ స్థిరత్వం చేరి ఉండవచ్చు (టెన్షన్, జిగురు ఏకరూపత, వైండింగ్ ఒత్తిడి). ఇది అన్ని పరిస్థితులలో స్థిరంగా జరిగితే, ముడి పదార్థం లేదా అంటుకునే అనుకూలత డ్రైవర్ కావచ్చు.
ప్ర: కట్టింగ్ నాణ్యతను అంచనా వేయడానికి వాస్తవిక మార్గం ఏమిటి?
జ:కొన్ని నమూనాల నుండి తీర్పు చెప్పవద్దు. మీ స్పెక్స్ వద్ద సుదీర్ఘ పరుగు కోసం అడగండి, ఆపై కట్ చివరలను మరియు పొడవు స్థిరత్వాన్ని తనిఖీ చేయండి-ముఖ్యంగా పునఃప్రారంభించిన తర్వాత. స్థిరమైన పరిశుభ్రత మరియు సహనం ఒకే "పరిపూర్ణ" కట్ కంటే ఎక్కువ.
ప్ర: అధిక వేగం ఎల్లప్పుడూ మంచిదేనా?
జ:పూర్తి షిఫ్ట్ కోసం నాణ్యత స్థిరంగా ఉంటే మాత్రమే. డ్రిఫ్టింగ్ కొలతలు లేదా తరచుగా శుభ్రపరిచే స్టాప్లతో అధిక వేగం కొంచెం నెమ్మదిగా, స్థిరమైన లైన్ కంటే తక్కువ విక్రయించదగిన అవుట్పుట్ను ఉత్పత్తి చేస్తుంది.
ప్ర: ఏ నిర్వహణ పనులు నాణ్యతను నేరుగా రక్షిస్తాయి?
జ:అంటుకునే ప్రాంతాన్ని శుభ్రపరచడం, కట్టింగ్ దగ్గర దుమ్ము నిర్వహణ మరియు వైబ్రేషన్ మరియు లూజ్నెస్ కోసం సాధారణ తనిఖీలు పెద్ద విజయాలు. ఇవి నిశ్శబ్దంగా స్క్రాప్ను సృష్టించే "చిన్న చలనం"ను నిరోధిస్తాయి.
మీ ట్యూబ్ స్పెక్స్ మరియు రోజువారీ అవుట్పుట్ లక్ష్యానికి సరైన పేపర్ ట్యూబ్ మెషీన్ను సరిపోల్చడానికి సిద్ధంగా ఉన్నారా?
మీ వ్యాసం పరిధి, గోడ మందం, పొడవు సహనం, కాగితం రకం మరియు లక్ష్య సామర్థ్యాన్ని మాకు తెలియజేయండి-మరియు మేము మీకు ప్రాక్టికల్ కాన్ఫిగరేషన్ను మ్యాప్ చేయడంలో సహాయం చేస్తాము స్థిరమైన ఉత్పత్తి, శీఘ్ర మార్పులు మరియు క్లీన్ కట్లకు ప్రాధాన్యతనిస్తుంది. మీకు తక్కువ ఆశ్చర్యాలు మరియు మరింత ఊహాజనిత మార్పులు కావాలంటే, మమ్మల్ని సంప్రదించండిమీ దరఖాస్తును చర్చించడానికి మరియు తగిన పరిష్కారాన్ని అభ్యర్థించడానికి.











