
భాష

పేపర్ ట్యూబ్లు సరళంగా కనిపిస్తాయి, కానీ వాటిని కొనుగోలు చేసే లేదా తయారు చేసే ఎవరికైనా తలనొప్పి గురించి తెలుసు: డీలామినేషన్ ఫిర్యాదులు, అసమాన గోడ మందం, జిగురు గజిబిజి, అస్పష్టమైన అంచులు, టెలిస్కోపింగ్, పేలవమైన గుండ్రనితనం మరియు బ్లేడ్ మార్పులు లేదా చెడు పేపర్ ఫీడింగ్ నుండి నిరంతరం పనికిరాని సమయం. ఈ ఆర్టికల్ అసలు ఆ సమస్యలకు కారణమేమిటో మరియు ఎలా aపేపర్ ట్యూబ్ మెషిన్స్కేల్లో స్థిరమైన నాణ్యతను అందించడానికి కాన్ఫిగర్ చేయవచ్చు, ఆపరేట్ చేయవచ్చు మరియు నిర్వహించబడుతుంది. మీరు ఆచరణాత్మక కొనుగోలు చెక్లిస్ట్, సాధారణ లోపాలను నిరోధించే ఉత్పత్తి వర్క్ఫ్లో, మెషీన్ ఎంపికలను పోల్చే పట్టిక, కస్టమర్లు విశ్వసించే నాణ్యత-నియంత్రణ దినచర్య మరియు ట్రబుల్షూటింగ్ గైడ్ ఆపరేటర్లు నేలపై ఉపయోగించగల వాటిని పొందుతారు.
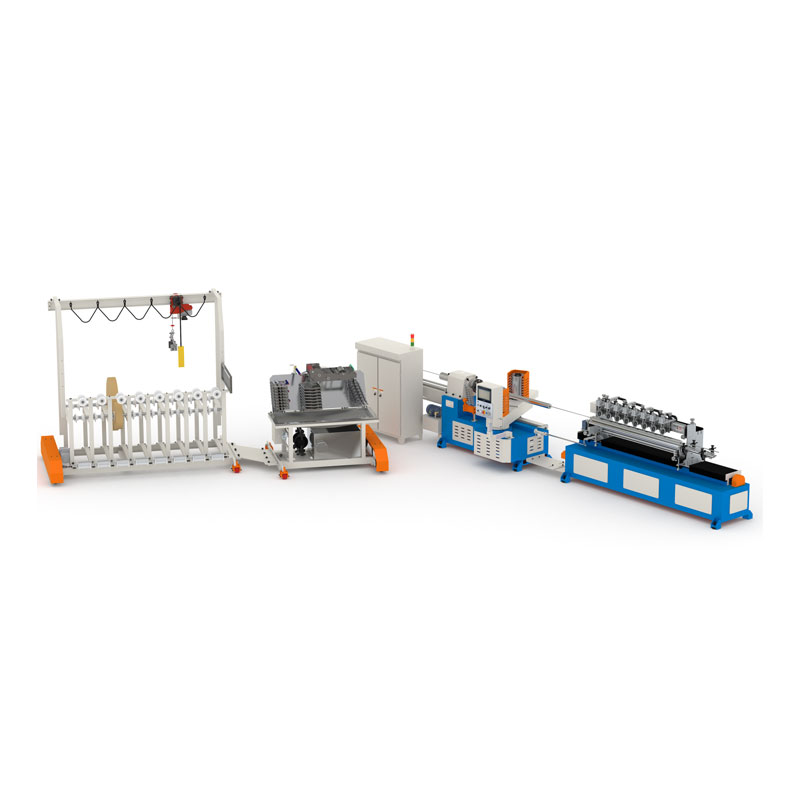
కొనుగోలుదారు "మీ ట్యూబ్లు అస్థిరంగా ఉన్నాయి" అని చెప్పినప్పుడు, వారు సాధారణంగా ఈ నిర్దిష్ట సమస్యలలో ఒకటి అని అర్థం. బాగా కాన్ఫిగర్ చేయబడిందిపేపర్ ట్యూబ్ మెషిన్వాటిని మూలం వద్ద నిరోధించాలి-అవి ఇప్పటికే తయారు చేసిన తర్వాత చెడు ట్యూబ్లను క్రమబద్ధీకరించడం ద్వారా కాదు.
మీరు ప్యాకేజింగ్, లేబుల్లు, ఫిల్మ్లు, టెక్స్టైల్స్, పేపర్ మిల్లులు లేదా నిర్మాణ సంబంధిత ఉపయోగాలు కోసం ట్యూబ్లను సోర్సింగ్ చేస్తుంటే, మీ కస్టమర్లు ఒకే రెండు విషయాలపై శ్రద్ధ వహిస్తారు:పునరావృతంమరియుశుభ్రమైన అంచులు. మీ ప్రక్రియలో ప్రతిదీ ఆ ఫలితాలను రక్షించాలి.
ట్యూబ్ లైన్ అనేది ఒక వ్యవస్థ. మీరు "మెషిన్ స్పీడ్"పై మాత్రమే దృష్టి పెడితే, మీరు స్క్రాప్ను వేగంగా ఉత్పత్తి చేయగలుగుతారు. మీరు దశల వారీగా మూల్యాంకనం చేయవలసిన వర్క్ఫ్లో ఇక్కడ ఉంది:
మీ ప్రస్తుత గొట్టాలు "యాదృచ్ఛికంగా" విఫలమైతే, కారణం చాలా అరుదుగా యాదృచ్ఛికంగా ఉంటుంది. ఇది సాధారణంగా టెన్షన్, జిగురు స్నిగ్ధత లేదా మాండ్రెల్ దుస్తులలో డ్రిఫ్ట్, కస్టమర్లు ఫిర్యాదు చేసే వరకు ఎవరూ లెక్కించరు.
ప్రతి ట్యూబ్ అప్లికేషన్కు ఒకే నిర్మాణ పద్ధతి అవసరం లేదు. ఉత్పత్తి అవసరాలకు యంత్ర శైలిని సరిపోల్చడానికి క్రింది పట్టికను ఉపయోగించండి.
| యంత్రం / ప్రక్రియ రకం | ఉత్తమమైనది | బలాలు | వాచ్ అవుట్స్ |
|---|---|---|---|
| స్పైరల్ వైండింగ్ | సాధారణ ప్యాకేజింగ్ ట్యూబ్లు, టెక్స్టైల్ కోర్లు, లేబుల్ కోర్లు, ప్రొటెక్టివ్ ట్యూబ్లు | అధిక సామర్థ్యం, సౌకర్యవంతమైన పరిమాణాలు, ఉద్రిక్తత నియంత్రించబడినప్పుడు స్థిరమైన అవుట్పుట్ | డీలామినేషన్ మరియు ఓవాలిటీని నివారించడానికి మంచి టెన్షన్/గ్లూ స్టెబిలిటీ అవసరం |
| కాన్వాల్యూట్ వైండింగ్ | హై-ప్రెసిషన్ ట్యూబ్లు, మందమైన గోడలు, అప్లికేషన్లకు గట్టి సహనం అవసరం | అద్భుతమైన గుండ్రని సంభావ్యత, బలమైన నిర్మాణం, క్లీన్ లేయర్ లేఅవుట్ | అధిక సెటప్ సున్నితత్వం; కాగితం వెడల్పు మరియు అమరిక తప్పనిసరిగా స్థిరంగా ఉండాలి |
| మాన్యువల్ / ఎంట్రీ-లెవల్ లైన్ | చిన్న బ్యాచ్లు, కొత్త ట్యూబ్ ఉత్పత్తులను పరీక్షించడం, పరిమిత బడ్జెట్ | తక్కువ ముందస్తు ఖర్చు, సాధారణ శిక్షణ | అవుట్పుట్ ఆపరేటర్ నైపుణ్యంపై ఎక్కువగా ఆధారపడి ఉంటుంది; స్థిరత్వం ఉంచడం కష్టం |
| సెమీ ఆటోమేటిక్ లైన్ | పూర్తి ఆటోమేషన్ ఖర్చు లేకుండా స్థిరమైన అవుట్పుట్ అవసరమయ్యే పెరుగుతున్న ఫ్యాక్టరీలు | సమతుల్య ఉత్పాదకత, కీలక దశలపై మరింత స్థిరమైన నియంత్రణ | సెట్టింగ్ డ్రిఫ్ట్ను నిరోధించడానికి ఇప్పటికీ ప్రామాణిక ఆపరేటింగ్ విధానాలు అవసరం |
| హై-ఆటోమేషన్ లైన్ | పెద్ద ఆర్డర్లు, గట్టి డెలివరీ విండోలు, కఠినమైన QC ఉన్న కస్టమర్లు | పునరావృతం, తక్కువ శ్రమ ఆధారపడటం, మెరుగైన స్కేలింగ్ | క్రమశిక్షణతో కూడిన నిర్వహణ మరియు విడిభాగాల ప్రణాళిక అవసరం |
"ఉత్తమ" ఎంపిక అనేది మీ ట్యూబ్ టాలరెన్స్, డయామీటర్ రేంజ్, వాల్ మందం మరియు కస్టమర్ అంచనాలకు సరిపోయేది-బ్రోచర్లో అతిపెద్ద స్పీడ్ నంబర్ని కలిగి ఉండదు.
మీరు కొనుగోలుదారు యొక్క పశ్చాత్తాపాన్ని నివారించాలనుకుంటే, మీరు కోట్లను సరిపోల్చడానికి ముందు మీ అవసరాలను లాక్ చేయండి. ఇక్కడ ప్రాక్టికల్ చెక్లిస్ట్ ఉంది:
ప్రో చిట్కా: ఈ అసౌకర్య ప్రశ్నను మీరే అడగండి-"నా ఉత్తమ ఆపరేటర్ నిష్క్రమిస్తే ఏమి జరుగుతుంది?"మీ నాణ్యత కుప్పకూలినట్లయితే, మీకు ఇంకా ప్రాసెస్ లేదు; మీకు ఒక వ్యక్తి ఉన్నాడు. సరిగ్గా పేర్కొనబడినదిపేపర్ ట్యూబ్ మెషిన్మరియు డాక్యుమెంట్ చేయబడిన సెట్టింగ్లు ఆ ప్రమాదాన్ని తగ్గిస్తాయి.
నమ్మకాన్ని సంపాదించడానికి మీకు సంక్లిష్టమైన ల్యాబ్ అవసరం లేదు. మీకు స్థిరత్వం మరియు ట్రేస్బిలిటీ అవసరం. ఆపరేటర్లు వాస్తవానికి అనుసరించగల సాధారణ దినచర్యను ఉపయోగించండి:
అత్యంత శక్తివంతమైన మెరుగుదల ట్రాకింగ్స్క్రాప్ కారణాలు. "ఫీడింగ్ జామ్" అనేది టాప్ స్క్రాప్ డ్రైవర్ అయితే, వేగవంతమైన పరికరాలను కొనుగోలు చేయవద్దు - ముందుగా ఫీడింగ్ స్థిరత్వం మరియు శిక్షణను పరిష్కరించండి.
కర్మాగారాలు తరచుగా వేగాన్ని వెంబడించి, ఆపై స్క్రాప్, ఓవర్టైమ్ మరియు కోపంతో ఉన్న కస్టమర్లచే శిక్షించబడతాయి. స్థిరమైన అవుట్పుట్ కోసం రూపకల్పన చేయడం మెరుగైన ప్రణాళిక:
మీరు అవుట్పుట్ని ప్లాన్ చేసినప్పుడు, దాచిన టైమ్ సింక్లను చేర్చండి: స్ప్లైస్ హ్యాండ్లింగ్, గ్లూ క్లీనింగ్, బ్లేడ్ మార్పులు మరియు సైజు మార్పు. తక్కువ స్టాప్లతో కొంచెం నెమ్మదిగా ఉండే లైన్ నిరంతరం లయను విచ్ఛిన్నం చేసే వేగవంతమైన లైన్ను అధిగమించగలదు.

చాలా ట్యూబ్-లైన్ "మిస్టరీ సమస్యలు" మారువేషంలో నిర్వహణ సమస్యలు. బోరింగ్-కానీ లాభదాయకమైన అలవాట్లతో సమయ సమయాన్ని రక్షించండి:
తక్కువ అంచనా వేయబడిన చిట్కా: జిగురును నియంత్రిత పదార్థం వలె పరిగణించండి, "అందుబాటులో ఉన్నవి" సరఫరా కాదు. స్థిరమైన స్నిగ్ధత మరియు శుభ్రమైన అప్లికేషన్ ట్యూబ్ నాణ్యత కోసం అనేక ఖరీదైన అప్గ్రేడ్ల కంటే ఎక్కువ చేస్తాయి.
A పేపర్ ట్యూబ్ మెషిన్ఒక సారి కొనుగోలు కాదు. ఇది దీర్ఘకాలిక ఉత్పత్తి సంబంధం. మీరు ఎంచుకున్న సరఫరాదారు సెట్టింగ్లను వివరించగలగాలి, లోపాలను పరిష్కరించగలడు మరియు అవుట్పుట్ను ప్రామాణీకరించడంలో మీకు సహాయం చేయగలడు- కేవలం షిప్ పరికరాలే కాదు.
మీరు సరఫరాదారులను మూల్యాంకనం చేస్తుంటే, దీని కోసం చూడండి:
మరింత నిర్మాణాత్మక విధానాన్ని కోరుకునే బృందాల కోసం-ముఖ్యంగా స్కేలింగ్ సామర్థ్యం ఉన్నప్పుడు-Wenzhou Feihua ప్రింటింగ్ మెషినరీ Co., Ltd.చాలా మంది కొనుగోలుదారులు పరికరాలను మాత్రమే కాకుండా, "హీరో ఆపరేటర్ల"పై ఆధారపడటాన్ని తగ్గించే ఆచరణాత్మక నిర్వహణ మార్గదర్శకత్వం మరియు స్థిరమైన ఉత్పత్తి విధానాలను కూడా కోరుకుంటున్నందున తరచుగా సరఫరాదారు ఎంపికగా మూల్యాంకనం చేయబడుతుంది.
మీ ప్రస్తుత ట్యూబ్లు అస్థిరమైన బంధం, గజిబిజి అంచులు లేదా డెలివరీకి అంతరాయం కలిగించే సమయ వ్యవధితో బాధపడుతుంటే, పరిష్కారం చాలా అరుదుగా "వేగంగా నడుస్తుంది". సరైన పరిష్కారం సరైనదిపేపర్ ట్యూబ్ మెషిన్మీ ట్యూబ్ స్పెక్స్కు కాన్ఫిగరేషన్, ఆపై షిఫ్ట్లు మారినప్పుడు కూడా నాణ్యతను స్థిరంగా ఉంచే పునరావృత ప్రక్రియను రూపొందించండి.
మీ ట్యూబ్ పరిమాణ పరిధి, లక్ష్య సహనం మరియు ఉత్పత్తి లక్ష్యాలను చర్చించడానికి సిద్ధంగా ఉన్నారా? చేరుకోండి మరియుమమ్మల్ని సంప్రదించండిమీ ఫ్యాక్టరీకి సరిపోయే ప్రాక్టికల్ మెషీన్ మరియు ప్రాసెస్ ప్లాన్ను అన్వేషించడానికి-కేవలం సాధారణ కొటేషన్ మాత్రమే కాదు.











