
భాష

త్వరిత టేకావేలు:
కొనుగోలు చేయడంపేపర్ ట్యూబ్ మెషిన్నిజమైన ఉత్పత్తి ప్రారంభమయ్యే వరకు చాలా సరళంగా కనిపిస్తుంది: ఒక వారం మీరు డయామీటర్ డ్రిఫ్ట్ని వెంబడిస్తున్నారు, తర్వాత మీరు గ్లూ బిల్డప్ను శుభ్రపరచడం, ఆపై వినియోగదారులు సాఫ్ట్ కోర్లు లేదా అసమాన చివరల గురించి ఫిర్యాదు చేస్తారు. ఈ వ్యాసం సేకరణ బృందాలు, ఫ్యాక్టరీ యజమానుల కోసం వ్రాయబడింది, మరియు స్థిరమైన అవుట్పుట్, ఊహాజనిత నిర్వహణ ఖర్చును అందించే యంత్రాన్ని ఎంచుకోవడానికి మరియు ప్రారంభించేందుకు స్పష్టమైన, తక్కువ-ప్రమాద మార్గం అవసరమయ్యే ఇంజనీర్లు మరియు ఆపరేటర్లకు సులభమైన శిక్షణ.
మేము వాస్తవానికి ట్యూబ్ నాణ్యతను సృష్టించే (లేదా నాశనం చేసే) ఉత్పత్తి దశలను విచ్ఛిన్నం చేస్తాము, అత్యంత ముఖ్యమైన లక్షణాలు మరియు నిర్ణయ మాతృక మీరు అప్లికేషన్లు-టెక్స్టైల్ కోర్లు, ఫిల్మ్ వైండింగ్ కోర్లు, పేపర్ డబ్బా ట్యూబ్లు మరియు ఇండస్ట్రియల్ ప్రొటెక్టివ్ ట్యూబ్లను-సరియైన యంత్రానికి సరిపోల్చడానికి ఉపయోగించవచ్చు ఆకృతీకరణ. మీరు అంగీకార చెక్లిస్ట్, "మిస్టరీ డౌన్టైమ్"ని నిరోధించే మెయింటెనెన్స్ ప్లాన్ మరియు చివరిలో ప్రాక్టికల్ FAQలను కూడా కనుగొంటారు.
చాలా మంది కొనుగోలుదారులు వేగం, వ్యాసం పరిధి మరియు ధరను పోల్చడం ద్వారా ప్రారంభిస్తారు. ఆ సంఖ్యలు ముఖ్యమైనవి-కాని రెండు కర్మాగారాలు ఎందుకు ఉన్నాయో అవి చాలా అరుదుగా వివరిస్తాయి "ఇలాంటి యంత్రాలు" పూర్తిగా భిన్నమైన ఫలితాలతో ముగుస్తాయి. మా అనుభవంలో, రోజువారీ ఉత్పత్తిలో నిజమైన సమస్యలు కనిపిస్తాయి:
కొనుగోలుదారు ఆలోచన మార్పు:"గరిష్ట వేగం ఎంత?" అని అడగవద్దు మొదటి. “నా కస్టమర్లు ప్రతిసారీ ట్యూబ్ని అంగీకరించడానికి ఏమి స్థిరంగా ఉండాలి?” అని అడగండి. ఎపేపర్ ట్యూబ్ మెషిన్స్పీడ్ మెషీన్గా మారువేషంలో ఉండే స్థిరత్వ యంత్రం.

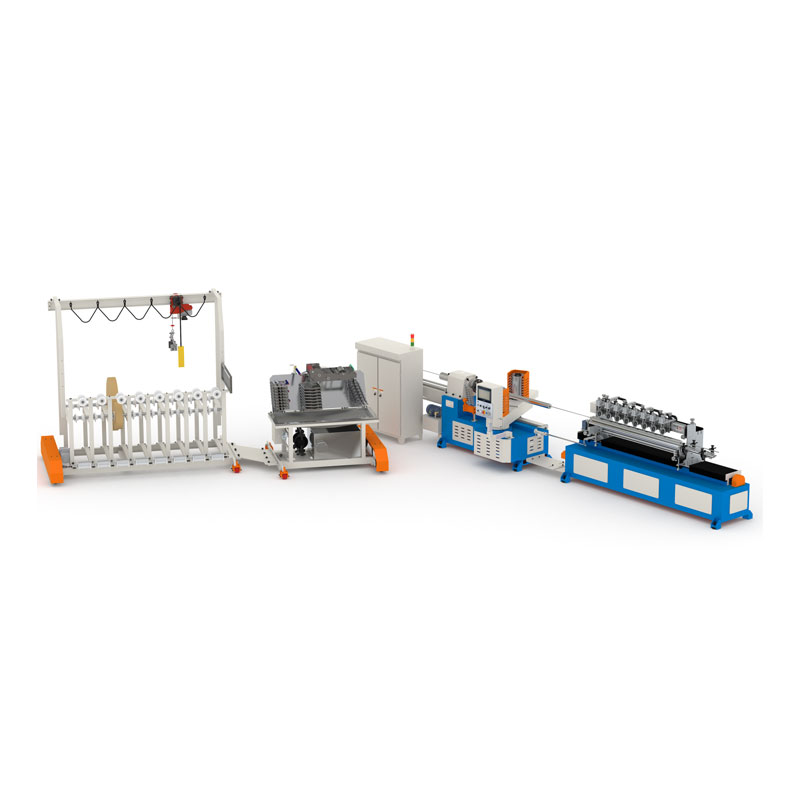
మీరు మందపాటి వాల్పేపర్ కోర్లు, టెక్స్టైల్ కోర్లు, ఫిల్మ్ వైండింగ్ కోర్లు లేదా కాంపోజిట్ పేపర్ క్యాన్ ట్యూబ్లను ఉత్పత్తి చేసినా, ప్రధాన ప్రక్రియ సమానంగా ఉంటుంది: పేపర్ ఫీడింగ్, అంటుకునే అప్లికేషన్, మాండ్రెల్ చుట్టూ స్పైరల్ వైండింగ్, పొడవుకు కత్తిరించడం మరియు క్యూరింగ్/పూర్తి చేయడం. "సరే" మధ్య వ్యత్యాసం మరియు "విశ్వసనీయమైనది" అనేది నాలుగు కీలక పాయింట్ల వద్ద నియంత్రణ.
1) పేపర్ ఫీడింగ్ మరియు లేయర్ టెన్షన్
టెన్షన్ మారే వరకు బహుళ లేయర్లు సింపుల్గా ఉంటాయి. ఒక పొర కొద్దిగా వదులుగా ఉంటే, మీరు ఓవాలిటీ, బలహీన బంధన మండలాలు లేదా ఉపరితలం పొందవచ్చు అలలు. స్థిరమైన అన్వైండింగ్, అలైన్మెంట్ కరెక్షన్ మరియు రిపీటబుల్ టెన్షన్ కంట్రోల్ కోసం చూడండి-ముఖ్యంగా మీరు విస్తృత రోల్స్ను అమలు చేస్తే లేదా పేపర్ గ్రేడ్లను మార్చుకుంటే.
2) గ్లూ అప్లికేషన్ స్థిరత్వం
జిగురు తరచుగా స్క్రాప్ మరియు క్లీనింగ్ డౌన్టైమ్లో నంబర్ వన్ డ్రైవర్. చాలా తక్కువ జిగురు లోడ్ కింద డీలామినేషన్ను సృష్టిస్తుంది; చాలా గ్లూ పెరుగుతుంది ఖర్చు, గజిబిజి మరియు నివారణ సమయం. అడగడానికి ఆచరణాత్మక ప్రశ్నలు:
3) వైండింగ్ జ్యామితి మరియు మాండ్రెల్ స్థిరత్వం
వైండింగ్ కోణం, మాండ్రెల్ దృఢత్వం మరియు యాంత్రిక సమలేఖనం దీర్ఘకాలంలో ట్యూబ్ ID/OD సహనంలో ఉందో లేదో నిర్ణయిస్తాయి. మీ కస్టమర్లకు టైట్-ఫిట్ కోర్లు అవసరమైతే, చిన్న డ్రిఫ్ట్ కూడా ఖరీదైనది అవుతుంది.
4) కట్టింగ్ నాణ్యత మరియు దుమ్ము నియంత్రణ
కట్టింగ్ అంటే "వేగంగా" "ప్రమాదకరం" అవుతుంది. పేలవమైన కట్టింగ్ బర్ర్స్, దుమ్ము లేదా అసమాన చివరలను ఉత్పత్తి చేస్తుంది-ముఖ్యంగా మందమైన గొట్టాలపై. మీరు పూర్తి చేసిన వస్తువులను నేరుగా (ప్యాకేజింగ్ లేదా వినియోగదారు అప్లికేషన్లు) నిర్వహించే పరిశ్రమలకు రవాణా చేస్తే, క్లీన్ కట్స్ ముఖ్యం.
పోల్చినప్పుడు aపేపర్ ట్యూబ్ మెషిన్, మీ పెయిన్ పాయింట్లతో నేరుగా ముడిపడి ఉన్న స్పెక్స్పై దృష్టి పెట్టండి. దిగువ పట్టిక ప్రాక్టికల్ చెక్లిస్ట్-సప్లయర్ చర్చలను రూపొందించడానికి మరియు అస్పష్టమైన వాగ్దానాలను నివారించడానికి దీన్ని ఉపయోగించండి.
| ఏమి అంచనా వేయాలి | అది ఎందుకు ముఖ్యం | ఏమి అడగాలి (రుజువు ఆధారిత) |
|---|---|---|
| ట్యూబ్ ID/OD పరిధి మరియు గోడ మందం పరిధి | మీ ఉత్పత్తి సామర్థ్యాన్ని మరియు లక్ష్య మార్కెట్లను నిర్వచిస్తుంది | కొలత పద్ధతి మరియు సహనంతో నిమి/మధ్య/గరిష్ట పరిమాణాలలో నమూనా ట్యూబ్లు |
| లేయర్ సామర్ధ్యం మరియు కాగితం అనుకూలత | బలం మరియు దృఢత్వం పొరలు మరియు పేపర్ గ్రేడ్లపై ఆధారపడి ఉంటుంది | నిరంతర ట్రయల్ వ్యవధి కోసం మీ వాస్తవ కాగితాన్ని (లేదా సమానమైన దానికి దగ్గరగా) అమలు చేయండి |
| కట్టింగ్ పద్ధతి మరియు కట్ స్థిరత్వం | ముగింపు నాణ్యత, ధూళి మరియు తిరస్కరణ రేటును నిర్ణయిస్తుంది | ఉత్పత్తి వేగంతో కట్ ముఖం, బర్ లెవెల్ మరియు పొడవు పునరావృతతను తనిఖీ చేయండి |
| మార్పు సమయం (పొడవు/వ్యాసం) | హై-మిక్స్ ఉత్పత్తి వారానికి గంటలను కోల్పోతుంది | మీ సాధారణ ఉత్పత్తి స్విచ్తో సమయానుకూల మార్పు డెమో |
| కంట్రోల్ సిస్టమ్ మరియు ఆపరేటర్ ఇంటర్ఫేస్ | ఆపరేటర్ డిపెండెన్సీ మరియు శిక్షణ సమయాన్ని తగ్గిస్తుంది | పరామితి వంటకాలు, అలారం లాగ్లు మరియు దశల వారీ ఆపరేషన్ వర్క్ఫ్లో చూపించు |
| నిర్వహణ డిజైన్ | గ్లూ బిల్డప్ మరియు దుస్తులు భాగాల నుండి "అదృశ్య పనికిరాని సమయం" నిరోధిస్తుంది | విడిభాగాల జాబితా, సిఫార్సు చేయబడిన సేవా విరామాలు మరియు శుభ్రపరచడానికి యాక్సెస్ పాయింట్లు |
| యుటిలిటీస్ మరియు పాదముద్ర | శక్తి మరియు స్థల పరిమితులు నిజమైన నిర్గమాంశను పరిమితం చేయగలవు | ఇన్స్టాలేషన్ లేఅవుట్, పవర్ అవసరాలు మరియు సిఫార్సు చేసిన పని క్లియరెన్స్ |
ఆచరణాత్మక నియమం:సరఫరాదారు నిజమైన నమూనాలు మరియు పునరావృత పరీక్షతో స్థిరత్వాన్ని ప్రదర్శించలేకపోతే, మీరు ప్రమాదాన్ని కొనుగోలు చేస్తున్నారు-పరికరం కాదు.
అన్ని గొట్టాలు సమానంగా ఉండవు. తేలికపాటి ప్యాకేజింగ్ ట్యూబ్ల కోసం బాగా పనిచేసే యంత్రం మందపాటి పారిశ్రామిక కోర్లపై కష్టపడవచ్చు. మెషీన్ సామర్థ్యానికి అప్లికేషన్లను సరిపోల్చడానికి ఈ మాతృకను ప్రారంభ బిందువుగా ఉపయోగించండి.
| అప్లికేషన్ | సాధారణ కొనుగోలుదారు ప్రాధాన్యత | సిఫార్సు చేయబడిన యంత్రం దృష్టి | నివారించడంలో సాధారణ వైఫల్యం |
|---|---|---|---|
| టెక్స్టైల్ / ఫాబ్రిక్ రోల్ కోర్లు | బలం + సరళత | స్థిరమైన వైండింగ్ టెన్షన్, స్థిరమైన గోడ మందం, నమ్మదగిన కట్టింగ్ | భారీ రోల్స్ కింద వైకల్యం చెందే మృదువైన కోర్లు |
| ఫిల్మ్ వైండింగ్ / కార్పెట్ వైండింగ్ కోర్లు | డైమెన్షనల్ స్థిరత్వం | మాండ్రెల్ దృఢత్వం, గట్టి సహనం నియంత్రణ, క్లీన్ కట్ చివరలను | ఓవల్ ట్యూబ్లు వైండింగ్ పరికరాలపై సరిపోయే సమస్యలను కలిగిస్తాయి |
| మిశ్రమ కాగితం డబ్బా గొట్టాలు | ఉపరితల ముగింపు + బంధం | ఏకరీతి జిగురు అప్లికేషన్, స్థిరమైన లేయర్ బాండింగ్, సున్నితమైన ముగింపు ఎంపికలు | డీలామినేషన్ లేదా కనిపించే జిగురు గుర్తులు |
| పారిశ్రామిక రక్షణ గొట్టాలు / సాధారణ ప్యాకేజింగ్ | ఖర్చు సామర్థ్యం | మెటీరియల్ వినియోగం, త్వరిత మార్పు, సులభమైన నిర్వహణ యాక్సెస్ | గ్లూ అస్థిరత మరియు కట్టర్ దుస్తులు నుండి అధిక స్క్రాప్ |
| మందపాటి గోడ కోర్లు (హెవీ డ్యూటీ) | లోడ్ సామర్థ్యం | అధిక గోడ మందం, బలమైన డ్రైవ్ సిస్టమ్, స్థిరమైన కట్టింగ్ కోసం సామర్ధ్యం | అదనపు దుమ్ము/బర్ర్స్ మరియు అస్థిరమైన ముగింపు ముఖాలు |
A పేపర్ ట్యూబ్ మెషిన్అంగీకారం "బాగుంది" అనేదానిపై ఆధారపడి ఉన్నప్పుడు కొనుగోలు ఒత్తిడిని కలిగిస్తుంది. మీకు కొలవదగిన ప్రణాళిక కావాలి. మీ ఫ్యాక్టరీ కోసం మీరు స్వీకరించగల కమీషనింగ్ చెక్లిస్ట్ క్రింద ఉంది.
అంగీకార పరీక్ష (షిప్మెంట్కు ముందు లేదా ఆన్-సైట్)
ఆన్-సైట్ ఇన్స్టాలేషన్ అవసరాలు
చిట్కా: మీరు అంగీకార కొలతలను స్పష్టంగా నిర్వచించలేకపోతే, మీరు నాణ్యత వివాదాలను తర్వాత సరిగ్గా నిర్వహించలేరు. కొలవగల ప్లాన్ కొనుగోలుదారు మరియు సరఫరాదారు ఇద్దరినీ రక్షిస్తుంది.
యంత్రం ధర బడ్జెట్లో ఒక లైన్ మాత్రమే. అసలు ఖర్చు మీరు ప్రతి నెలా కాగితం వ్యర్థాలు, జిగురు వ్యర్థాలు, శ్రమ సమయం, మరియు షిప్మెంట్ రిటర్న్స్. మీరు లెక్కించవలసిన నాలుగు ROI డ్రైవర్లు ఇక్కడ ఉన్నాయి:
ఒక సాధారణ ROI ఆలోచన ప్రయోగం:
మెరుగైన స్థిరత్వం మెటీరియల్లో కొద్ది శాతాన్ని మరియు వారానికి కొన్ని గంటలు ఆదా చేస్తే,
పేబ్యాక్ ఊహించిన దాని కంటే వేగంగా ఉంటుంది-ముఖ్యంగా అధిక-మిక్స్ ఆర్డర్లు ఉన్న ఫ్యాక్టరీలకు.
a ఎంచుకోవడంపేపర్ ట్యూబ్ మెషిన్హార్డ్వేర్ గురించి మాత్రమే కాదు. ఇది సరఫరాదారు ప్రాజెక్ట్ను ఎంతవరకు మార్గనిర్దేశం చేయగలదో కూడా స్థిరమైన ఉత్పత్తికి వివరణ. వద్దWenzhou Feihua ప్రింటింగ్ మెషినరీ Co., Ltd., మేము కొనుగోలుదారులను కొనుగోలు చేయడానికి ప్రోత్సహిస్తాము ఉత్పత్తి వ్యవస్థ నిర్ణయంగా-మెటీరియల్స్, ప్రాసెస్ కంట్రోల్, ఆపరేటర్ రొటీన్ మరియు అమ్మకాల తర్వాత మద్దతు అన్నీ దీర్ఘకాలిక పనితీరును ప్రభావితం చేస్తాయి.
అత్యంత ప్రభావవంతమైన ప్రాజెక్ట్లు సాధారణంగా స్పష్టమైన మార్గాన్ని అనుసరిస్తాయి:
Q1: ఖచ్చితమైన పేపర్ ట్యూబ్ మెషిన్ సిఫార్సును పొందడానికి నేను సరఫరాదారుకు ఏమి అందించాలి?
ట్యూబ్ ID/OD పరిధి, గోడ మందం, పొడవు పరిధి, కాగితం రకాలు (గ్రామేజ్ మరియు పూత), అంటుకునే రకం, రోజువారీ అవుట్పుట్ లక్ష్యం మరియు పరిశ్రమలను భాగస్వామ్యం చేయండి మీరు సేవ చేయండి. మీకు "గోల్డెన్ శాంపిల్" ట్యూబ్ ఉంటే, ఫోటోలు మరియు కొలతలను షేర్ చేయండి. మీ అవసరం ఎంత స్పష్టంగా ఉంటే, ఇన్స్టాలేషన్ తర్వాత తక్కువ ఆశ్చర్యకరమైనవి.
Q2: నా ప్రస్తుత ట్యూబ్లు కొన్నిసార్లు డీలామినేట్ అవుతాయి. ఇది ఎల్లప్పుడూ జిగురు సమస్యగా ఉందా?
ఎప్పుడూ కాదు. డీలామినేషన్ గ్లూ అస్థిరత నుండి రావచ్చు, కానీ కాగితం తేమ, పొరల మధ్య పేలవమైన టెన్షన్ బ్యాలెన్స్ లేదా తగినంత లేకపోవడం క్యూరింగ్ సమయం. నిర్మాణాత్మక ట్రబుల్షూటింగ్ విధానం మొదట గ్లూ పూతను తనిఖీ చేస్తుంది, తర్వాత పేపర్ వేరియబిలిటీ, తర్వాత టెన్షన్ మరియు వైండింగ్ అలైన్మెంట్.
Q3: కొత్త పేపర్ ట్యూబ్ మెషిన్ మొదటి నెల తర్వాత పని చేయకపోవడానికి అత్యంత సాధారణ కారణం ఏమిటి?
అత్యంత సాధారణ కారణం రొటీన్లు లేకపోవడమే: ఆపరేటర్లు ప్రామాణిక సెట్టింగ్ల నుండి దూరంగా ఉంటారు, సమయ ఒత్తిడిలో శుభ్రపరచడం దాటవేయబడుతుంది మరియు పేపర్ లాట్లు సర్దుబాట్లు లేకుండా మార్చండి. చిన్న రోజువారీ చెక్లిస్ట్ (ప్రారంభ తనిఖీలు, ప్రక్రియలో కొలత, గ్లూ స్టేషన్ శుభ్రపరచడం) దీనిని నిరోధిస్తుంది.
Q4: చిన్న ఫ్యాక్టరీ కోసం నాకు పూర్తిగా ఆటోమేటిక్ నియంత్రణలు అవసరమా?
మీ ఉత్పత్తి మిశ్రమం స్థిరంగా ఉంటే మరియు మీకు అనుభవజ్ఞులైన ఆపరేటర్లు ఉంటే, సరళమైన నియంత్రణ పని చేస్తుంది. కానీ మీరు తరచుగా పరిమాణాలను మారుస్తుంటే, బహుళ అమలు చేయండి మార్పులు, లేదా వేగవంతమైన శిక్షణ కావాలి, మెరుగైన ఆటోమేషన్ తరచుగా స్క్రాప్ మరియు ఆపరేటర్ డిపెండెన్సీని తగ్గించడం ద్వారా దాని కోసం చెల్లిస్తుంది.
Q5: రెండు వైపులా ఏ అంగీకార పరీక్ష “న్యాయమైనది”?
ఒక సరసమైన పరీక్ష అంగీకరించిన మెటీరియల్లను ఉపయోగిస్తుంది, నిజమైన ప్రవర్తనను బహిర్గతం చేయడానికి మరియు భాగస్వామ్య పద్ధతిని ఉపయోగించి అవుట్పుట్ను కొలుస్తుంది. ఆ విధంగా, నాణ్యమైన చర్చలు సబ్జెక్టివ్ కాకుండా వాస్తవంగా ఉంటాయి.
కుడిపేపర్ ట్యూబ్ మెషిన్ఇది మీ ట్యూబ్లను స్థిరంగా ఉంచుతుంది-మొదటి రోజునే కాదు, నెలల తర్వాత కూడా నిజమైన పేపర్ లాట్లు, రియల్ ఆపరేటర్లు మరియు రియల్ ఆర్డర్ ఒత్తిడితో ఉత్పత్తి. మీరు నియంత్రణ పాయింట్లను మూల్యాంకనం చేస్తే (టెన్షన్, జిగురు, వైండింగ్ అమరిక, మరియు కటింగ్) మరియు కొలవగల అంగీకార ప్రణాళికపై పట్టుబట్టండి, మీరు ప్రమాదాన్ని నాటకీయంగా తగ్గించుకుంటారు మరియు మీ మార్జిన్లను రక్షించుకుంటారు.
మీరు కొత్త ట్యూబ్ లైన్ ప్లాన్ చేస్తుంటే లేదా పాతదాన్ని అప్గ్రేడ్ చేస్తుంటే, మీ ట్యూబ్ స్పెక్స్ మరియు రోజువారీ అవుట్పుట్ టార్గెట్ని మాకు చెప్పండి. మీరు అమలు చేయగల సరైన కాన్ఫిగరేషన్ మరియు అంగీకార ప్రణాళికను మ్యాప్ చేయడంలో మేము మీకు సహాయం చేస్తాము-అప్పుడు మీరు చేయవచ్చుమమ్మల్ని సంప్రదించండితగిన ప్రతిపాదనను పొందడానికి.











